
��ַ���߷������Ϲ���������2200̖
�Ԓ��0411-85647733
���棺0411-85647666
�]����116000
�Wַ��www.www.wulatehouqiqixiangju.cn
�_�������S�еĸ��M
�l���r�g��2025-11-10
ժ��Ҫ����B�ˉ����C�û����S�еĸ��M�OӋ�ͼӹ�����
�P�I�~�������C�������S�У��ӹ�
Ŀǰ���a��ͨ�����������C�У�������֧���S�С������x�����Ѓ������ϵĴ��X݆�r�ס��B�U����S�У����黬���S�У����|�T���~�Ͻ𣨈D1�����@�Ǹ��������C�����\���ٶȵ͡��d���^������c���x���ġ����OӋ�r��ֻҪ�ܝM�������ڻ����S���ϵĉ����Ϳ����ˣ���ں�Ĵ�Сֻ�c�ӹ���ˇ������һ�����Pϵ���ڝM�㉺���Cʹ��Ҫ���c�b�䷽���ǰ���£�һ�㌢�����S���OӋ�����wʽ���_ʽ�S�ߡ�
�S���¼��g���¹�ˇ���ƏV���ã����F�нY���Ļ����S���M�з����о������y�l�F����ڵĆ��}���Y���ߴ�Ƿ�ѡ����M���ϡ����a�ɱ�ƫ�ߡ����OӋ���ڱ��C�M��ʹ��Ҫ���ǰ���£������ӹ���ˇ�ĸ��M���б�Ҫ�������C�����S���M�нY���ߴ烞��������ȡ�ý�����Ч��Ŀ�ġ�
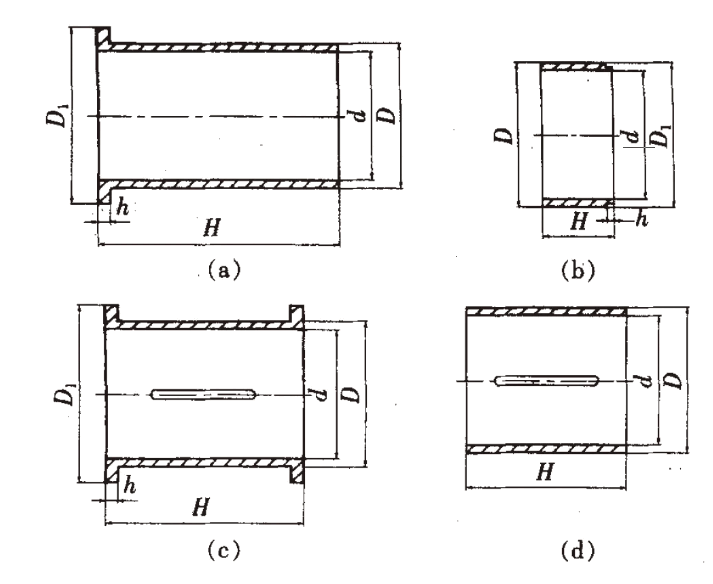
�D1 �����S��
��a-��������֧���S�У�b-���X݆�r�ף�c-�B�U����S�У�d-���и����a�S�ߣ�
1�����M�Č���ʹ�ʩ
�F��J23-100�͉����C���������������S�еĸ��MЧ����
ԓ�C�����S������������֧���S�У������x�����Ѓ������ϵĴ��X݆�r���c�B�U����S�С�
1.1 ��������֧���S�У��D1a��
ԓ�S�а��b���S�����ȣ��c�S����һ��̶��ڙC���S���ϣ����c�S����һ���bж��һ�����T�p��ᔌ��S���c�S�����̶�����ֹ�����C�����r�S�еď����c�S��λ�ơ��������ļӹ���ˇ���T��→܇�ӹ�→�b���S����→�����T�p���→�ȿס��@һ��ˇ��ȱ�c�ǃȿ�������A�����S������ijߴ繫����y�_���D��Ҫ�������b��r�M�б�Ҫ���Ρ����F�й�ˇ�ǣ��T��→�ȿ���һ������������܇�ӹ�→�b���S����→�����T�p���→У���S������A�����棬܇�S�Ѓȿ���Ҫ�F�й�ˇ�c������ˇ��ȣ��ȿ׳ߴ繫���^�õ����C�����m���p���S�еıں�Ҳ����Ӱ��S�еľ��Ⱥ�ʹ��Ч����
1.2 ���X݆�r�ף��D1b��
ԓ�r���dzɌ�ʹ�õģ��������Ҫ���ǃȿס���A�ijߴ繫��һ����ѡ����_���@һҪ��Ŀǰ�ь�ԭ�μ��ӹ���ɵĹ�ˇ�Ğ飺�T�죨�ɼ��B��һ�w���������b�A��ˇ�����L�ȣ�→܇�ȿס���A���_�A�����L��ɼ����L�ȼӸ���ȣ�→���μ��L�ȸ��£��������и���档�����@һ��ˇ���r�ıں���m���p�����@�Ӽ��ܫ@�Ãɼ�һ�M��ͬһ����Ҫ���ֲ���Ӱ�ʹ���|����
1.3 �B�U����S���D1c��
���������C���K����ֱ���\�е����c���\�Еr���ƌ��ȵđ��ǻ��K�w�ϵČ�܉�����S�з�߅�������á��mȻ��ˣ������ļӹ���ˇ���T��→�ٽY��ƽ��→���a����ƽ��→܇�ӹ�→���_��Ƭ����ȥ���a������ȱ�c——�ں���̫С����t�����λ�C�ӹ��a��׃�Σ�Ӱ푾��ȡ�
�S�����и�g���ƏV���ã��S�еļӹ���ˇ�Ğ飺�T�죨���w��→܇�ӹ�→���и���_��Ƭ���D1d�����@Ȼԓ�ӹ���ˇҪ���������ӹ���ˇ�����m���p���S�бں�Ҳ�ǿ��еġ�
1.4 �p�����S��
�����D1a��1b��ʾ���S��Ҳ�ɲ����p���ٽY��������Ӟ�����٣��ȿמ��T���~�Ͻ�һ�����200mm�ԃȵĻ����S�У��~�Ͻ�ں�3mm�������x��ʽ���T�@�á������@һ�Y��������Ч�����@��
2�����M��������
���M����S��Ч�����1��ʾ��
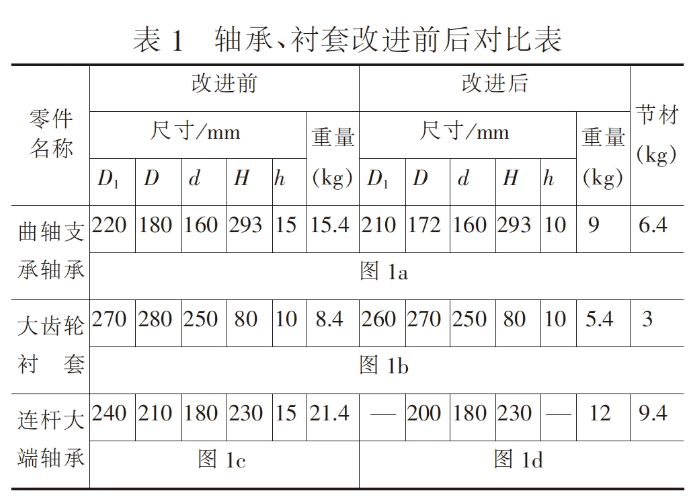
�ɱ�1��֪��������ʩ�����S֧���S�У�2��/�_���ɹ���12.8kg�����X݆�r�ף�2��/�_���ɹ���6kg���B�U����S�У�1��/�_���ɹ���9.4kg�����ߺ�Ӌ�t�ɹ���28.2kg/�_����������300�_�����C����40Ԫ/kgӋ�㣬�tԓ�Ŀ���T��ʩ��ɽ������a�ɱ�33.84�fԪ������Ч��ʮ�����@��
��Դ���Ͱ���b�W
������wԭ����C�����У�
���@2017�߷������S�йɷ�����˾ �|ICP��19015531̖-1
 ��Ϣ
��Ϣ ����朽�
����朽� �Pע�҂�
�Pע�҂�

 ���F
���F
